

���������������������弰��ӹ������ķ�չ
2014-10-24 11:04 ��Դ�� �ҵĸ�����
�ڽ��ܡ���������ȫ�������Զ������ص����ú�ǣ���£��������������ѳɴ��������������������ͷ���ٷ�չ�����γ�ȫ�������о�������������������ÿ����10%�����Խ����ͺ�6%-8%�����Ͷ�����̼�ŷ�13%������������ȫ����������������Ҫ����֮һ��Ϊ��������ҵ��ԭ������ҵ���߶ȹ�ע�����ṹ�Ż��ͳ��������������о������Ĵӽ���ŷ�ޡ��ձ��ͱ��������������ͳ����ṹ�������ӳ�������������ĽǶ����۲�ͷ��������弰����ӹ������ķ�չ��
1�������ְ�����ɫ�������ǽ������ϵľ���
��ͳ�����������ò����Ը�������Ϊ�����������Ͻ�þ�Ͻǽ��������о��ķ�չ�����������ò��ϵ�ѡ��ʶ���������2012-2013��ŷ�������鷢���ij������ݷ��������1��ʾ����2012�꣨EuroCarBody 2012����8�����6���ʹ����95%���ϵ������ְ壬2���������SL��½����ʤ�������Ͻ����Ϊ������1��ʹ�������ϣ���1��ʹ���˾۰������������ϡ���2013�꣨EuroCarBody 2013�������Ǵ�Alfa Romeo 4C��BMW i3���ͳ���ʹ���˳���55%�����ϣ����Ͻ����Ҳ��ͼ���Ƹ������ϵ�¢�ϸ�֣��ֳ����ж��������������ȵ����Ͻ���������95%����2���ʹ���������ϣ���۰����ȡ�
��1��ŷ�������飨2012-2013�����������ò��Ͻṹ����
|
���
|
����
|
������%��
|
���Ͻ�%��
|
���ϣ�%��
|
þ�Ͻ�%��
|
������%��
|
�ϼƣ�%��
|
|
2012��
|
Skoda Rapid
|
100.00
|
|
|
|
|
100
|
|
Audi A3
|
96.80
|
3.20
|
|
|
|
100
|
|
|
Cadillac ATS
|
95.60
|
4.40
|
|
|
|
100
|
|
|
BMW 3 Series
|
95.00
|
|
|
|
5.00
|
100
|
|
|
Mercedes-Benz SL class
|
12.30
|
86.10
|
1.60
|
|
|
100
|
|
|
Honda CIVIC
|
96.70
|
3.30
|
|
|
|
100
|
|
|
Range Rover
|
5.00
|
95.00
|
|
|
|
100
|
|
|
Ford Fusion/Mondeo
|
100.00
|
|
|
|
|
100
|
|
|
2013��
|
Alfa Romeo 4C
|
8.00
|
36.00
|
55.00
|
|
1.00
|
100
|
|
BMW i3
|
7.29
|
19.20
|
59.46
|
|
14.05
|
100
|
|
|
Ford Transit Custom
|
100.00
|
|
|
|
|
100
|
|
|
Honda FIT
|
100.00
|
|
|
|
|
100
|
|
|
Infiniti Q50
|
96.90
|
3.10
|
|
|
|
100
|
|
|
Lexus IS
|
97.60
|
2.40
|
|
|
|
100
|
|
|
Mercedes-Benz S-Class
|
64.50
|
32.50
|
3.00
|
|
|
100
|
|
|
Opel Cascada
|
96.00
|
4.00
|
|
|
|
100
|
|
|
Range Rover Sport
|
5.00
|
95.00
|
|
|
|
100
|
|
|
Renault Captur
|
96.60
|
1.70
|
1.70
|
|
|
100
|
�ӳ���ѡ�ķ���������ұ�����ͼӹ����յ���ߺͳ��죬���Ͻ�Ϊ������������Ҫ���ϣ��������쳵���ķ������֡�������ǡ����ոܡ�������������ɢ�����ȡ��ӱ�1�пɼ���ȫ��һ��·����ʤ�˶�������������ȫ������ʽ��������֮ǰһ�����ø��Ƴ����ṹ����������39%����þ�Ͻ����ڼ۸��¿���估��ʴ���ܵ����⣬�ڳ����ϻ�δ����Ӧ�á�
2013�공���У�BMW i3Ϊ����Դ���綯��������Ϊƽ�������������ѡ����������Ϊ��������Ҫ���ϣ���������ռ��59.6%����������������223Kg����FIAT��Alfa Romeo 4C����һ��ȫ����Ƶ��ܳ���Ϊ�˱�֤��������ٺ��˶����ܣ������55%��̼��ά��ǿ���Ϻ�Ӳ�����ϣ��׳���������213Kg��
2�������������ְ�ķ�չ����
��Ϊ��������������������Ȼ��������������Ҫ���ϣ������ڲ��ϸĽ�����Ӧ����������Ʊ仯����ս����ǿ�������ְ�Ŀ����ɹ����ܺõؽ�����������밲ȫ���ɱ�֮���ì�ܡ���������������ϲ�����ȣ���ǿ��������������õļӹ����������ܺ�������Լ۱ȣ�����һ����������������ϡ�
ŷ�������鷢���������������ְ��ʹ��������2��ʾ���������ְ�Ϊ�������ϵij����У�ʹ�õ���������Ҫ��Ϊ���֣�Mild Steel������ǿ�֣�HSS��HSIF��BH��HSLA�����Ƚ���ǿ�֣�AHSS��DP��TRIP��������ǿ�֣�UHSS��CP��MS�����ȳ����ø֣�PHS���Ͳ���֡�
2012-2013��ŷ�������鳵�ͣ�������������Ҫ���ڳ�������塢����������ֵ�����Ҫ��ߡ����е��ṹ���㲿�������Ǵֳ����������ϴ��������֮һ�����������õ�������ܺ͵ͳɱ����Ʒֲ�����2��13���������ְ�Ϊ�������ϵij����У����ֱ���Ϊ14.0%-59.2%��ƽ��ռ��Ϊ39.2%��2012��Ϊ35.6%��2013��Ϊ42.2%��������Ford Transit Custom�ͻ����ó���Ϊ39.4%��������ǿ�֣��{ǿIF�֡��ͺϽ��ǿ��HSLA�ȣ��ı���Ϊ26.3%-52.1%��ƽ��ռ��Ϊ35.5%��2012��Ϊ40.2%��2013��Ϊ32.6%�����Ƚ���ǿ�֣���DPΪ������Ҫ���ڳ���Ľṹ����У���״���ӣ�����ǿ�Ⱥͳ������ܣ��������ߣ�Ford fusion/Mondeo���ﵽ23.9%��ƽ��11.2%��2012��Ϊ10.5%��2013��Ϊ11.8%��������ǿ�ȸ֣�CP��MS����Ҫ���������Ľṹ�����Ҫ���м���ǿ�ȵIJ�����������������������������ã�����������������д�ӣ���״�Ƚϸ��ӣ����ν��ѣ��ӱ�2�����ݿ�������߱����ﵽ9.8%��Cadillac ATS����Mercedes-Benz S-Class��7.50%��ƽ��Ϊ4.4%��2012��4.0%��2013��4.8%����
��2��ŷ�����������������������Ϸֲ����
|
���
|
����
|
����������kg��
|
�ֲģ�%��
|
���֣�%��
|
��ǿ�֣�%��
|
�Ƚ���ǿ�֣�%��
|
����֣�%��
|
����ǿ�֣�%��
|
�ȳ��Σ�%��
|
|
2012��
|
Skoda Rapid
|
329.0
|
100.00
|
42.88
|
46.95
|
1.63
|
0.00
|
0.00
|
8.54
|
|
Audi A3
|
309.5
|
96.80
|
35.20
|
26.30
|
13.60
|
0.00
|
0.00
|
21.70
|
|
|
Cadillac ATS
|
372.9
|
95.60
|
31.60
|
38.10
|
10.30
|
0.00
|
9.80
|
5.80
|
|
|
BMW 3 Series
|
402.0
|
95.00
|
25.00
|
54.00
|
9.00
|
0.00
|
4.00
|
3.00
|
|
|
Mercedes-Benz SL class
|
326.0
|
12.30
|
5.40
|
5.50
|
0.00
|
0.00
|
0.90
|
0.50
|
|
|
Honda CIVIC
|
360.9
|
96.70
|
45.70
|
39.90
|
4.70
|
0.00
|
1.40
|
5.00
|
|
|
The All-New Range Rover
|
379.0
|
5.00
|
0.00
|
4.00
|
0.00
|
0.00
|
0.00
|
1.00
|
|
|
Ford Fusion/Mondeo
|
428.4
|
100.00
|
33.40
|
35.70
|
23.90
|
0.00
|
3.60
|
3.40
|
|
|
2013��
|
Alfa Romeo 4C Coupe
|
213.0
|
8.00
|
2.00
|
00.00
|
4.00
|
2.00
|
0.00
|
0.00
|
|
BMW i3
|
223.0
|
7.29
|
7.29
|
0.00
|
0.00
|
0.00
|
0.00
|
0.00
|
|
|
Ford Transit Custom
|
635.4
|
100.00
|
59.23
|
26.84
|
5.74
|
0.00
|
0.00
|
8.19
|
|
|
Honda FIT
|
301.2
|
100.00
|
54.40
|
26.50
|
11.00
|
0.00
|
6.90
|
1.20
|
|
|
Infiniti Q50
|
381.5
|
96.90
|
44.70
|
21.30
|
22.80
|
0.00
|
5.90
|
2.20
|
|
|
Lexus IS
|
394.0
|
97.60
|
49.40
|
28.20
|
15.40
|
0.00
|
0.60
|
4.00
|
|
|
Mercedes-Benz S-Class
|
435.0
|
64.50
|
14.00
|
24.50
|
10.50
|
0.00
|
7.50
|
8.00
|
|
|
Opel Cascada
|
444.0
|
96.00
|
31.90
|
52.10
|
10.40
|
0.00
|
0.00
|
1.60
|
|
|
Range Rover Sport
|
353.0
|
5.00
|
0.00
|
4.00
|
0.00
|
0.00
|
0.00
|
1.00
|
|
|
Renault Captur
|
353.0
|
96.60
|
41.70
|
41.60
|
6.50
|
0.00
|
3.10
|
3.70
|
������������ǿ��������Ӧ�ñ���ƽ���ﵽ55.9%����ߴﵽ70%��BMW 3 Series����Ŀǰ�������������������и�ǿ��������ʹ�ñ���ƽ��ˮƽԼ40%����ͼ1������ŷ�ͱ�����ˮƽ�Ȼ��в�ࡣ
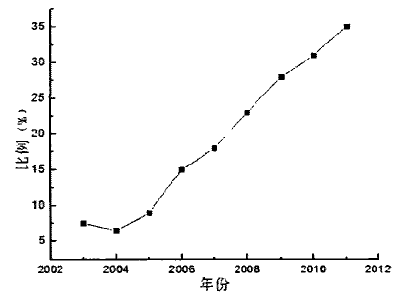
ͼ1�����ڸ�ǿ�������ְ�ʹ�ñ�����������
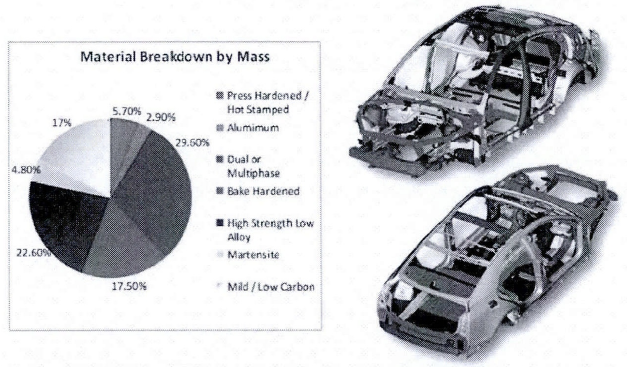
���⣬�Ӳ�������ӹ��ĽǶȿ���ŷ�ͱ����г�����������������˻�������Լռ85%��Ϳ�����������70%������������Ϊ19%������ͼ2��ʾ��
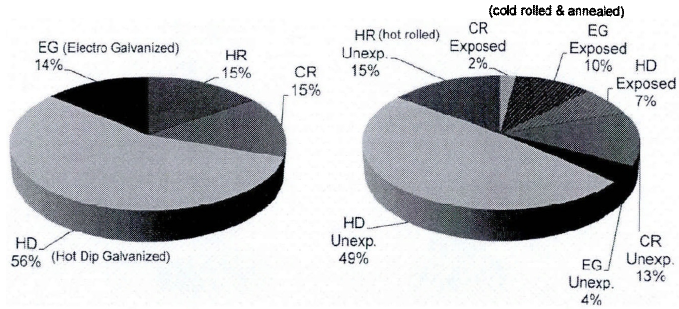
ͼ2��ŷ�ͱ����г���������Ͻṹ
3����������ӹ�����
����ɫ�Ͻ����ϲ��Ͼ������ƶ��£����ڸ������ϵ�����������������������������ӹ���������ά�����Ѹ�ٷ�չ���ٽ��˷�������ӹ��Ͳ�ҵ����ӹ��ķ�չ׳����ƴ����Һѹ���Ρ��ȳ��κ�ѹ���εȼ�������������ӹ���������Ҫ��ʽ������֧���������������ķ�չ��ͬʱ������������ʵ��������������
�ȳ����㲿�������������ϵĴ���ʹ�ã��������ȳ��μ����Ŀ��ٷ�չ���ڻ��ھ�һ�������ȳߴ�Ĵ�ͳ�ȳ��μ����Ļ����ϣ�voestalpine��Benteler��ͼ3���ȿ����˽�ϼ���ƴ������ȳ��μ������ݶȻػ��ȳ��μ����;ֲ��ȴ����ȳ��μ����ȡ����¼���֧���µ��ȳ����㲿�������и��õ�ǿ�ȡ�����ʴ���ܡ��ݶȹ��ܡ�������������ߴ羫�ȡ��ӹ������Ժ;����ԡ�
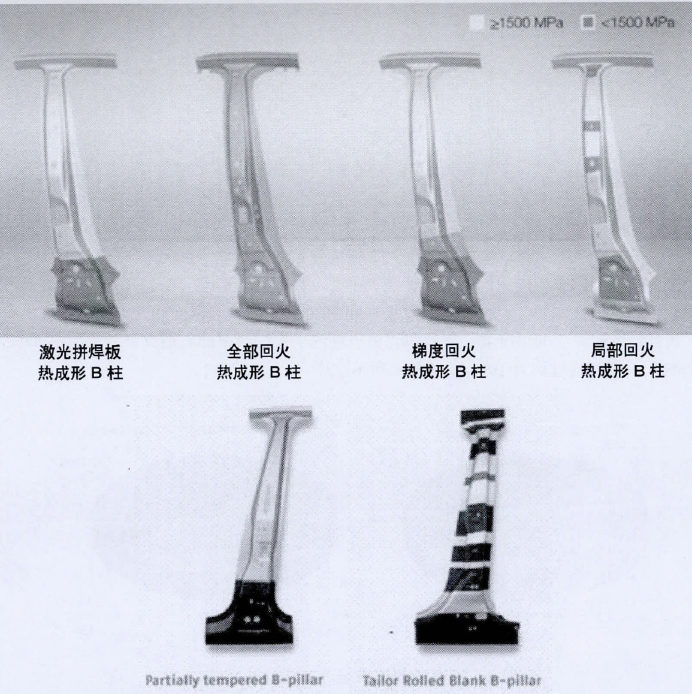
ͼ3�������գ�Benteler�����ڲ��ֻػ���ƴ����������B��
�ȳ��μ����ķ�չ��Ӧ�ã�ʹ�ð׳����ļ���Ч���õ����ӡ�������ǿ�ȸ��ߵ��ȳ����㲿��ʱ�������ɼ����㲿����ȣ������㲿������Ҳ���Լ��١����������׳�����ʹ�õ��ȳ�������������������ʹ�ñ��������ʸߡ��ӱ�2�п�֪��2012-2013��ŷ�������鹲��16����õ����ȳ����㲿����ƽ��ռ����������6%������Audi A3�������ﵽ21.7%������ͨ������������Ҳ��ʾ��ͬ�������ƣ�Ŀǰ���³����ȳ����㲿������ԼΪ12%����2018��Ԥ�ƻ�������25%��
����ƴ�������ӷ���Ӧ������30�꣬����������죬��ҵ����׳�������ֿ���������ƴ�����弼��������ȵ����������Ч�ʡ���ѹ���μ�����Rollforming���������㷺Ӧ���������������㲿�������죬ͼ4չʾ�˰¸��������ij����ι�ѹ����������ڴ˻����ϣ�Mubea��˾�����˱��Ȱ�����켼���������ѹ���ι��ս�ϣ������Եط�����TRB��������������������ӹ�������������
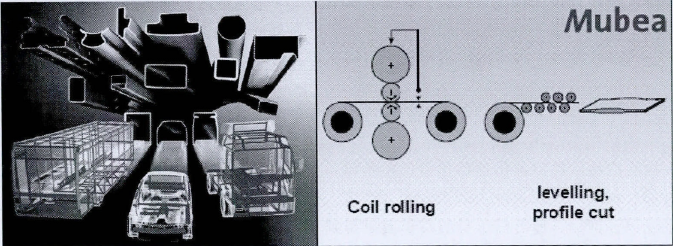
ͼ4���¸�����voestalpine���Ĺ�ѹ���μ�����ͼ5��Mubea��TRB��ѹ���μ���
��������ӹ������ķ�չ�����ڽ�����ƴ����Һѹ���Ρ��ȳ��κ�ѹ���εȼ����Ż���ϣ�������չ����ӹ�����ģʽ���ṩ�˸����������ӹ��Ŀ����ԡ�ͼ6���������Э��Բ�����ӹ�����������Ż�������
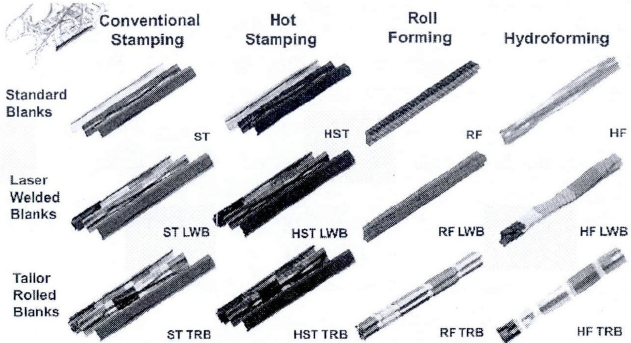
ͼ6��������ӹ�����������Ż�
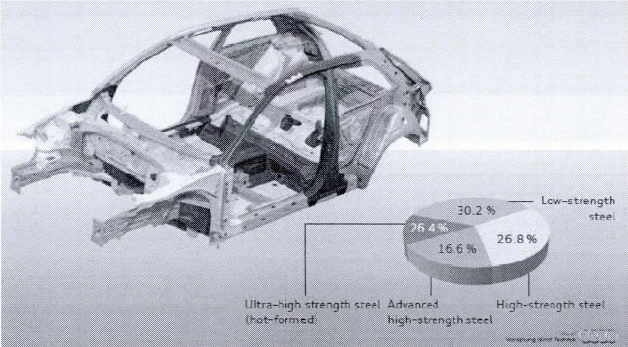
�������������Ƚ���ӹ������Ĵ��·�չ�����ڸ�ǿ��������Ľṹ�Ż��������������Ÿ��߾�������ͼ7��ͨ������Cadillac����ͼ8����Audi A3���Ǹ�ǿ������������ڵ����������׳����ϵ�Ӧ�á�
ͼ7��ͨ��Cadillac�׳�������������Ͻṹ����ǿ��������������80%��
ͼ8����Audi A3�׳�������������Ͻṹ��2012�꣩
���׳�������246.5kg������ʹ�õ��ȳ����㲿��ռ21.7%��
4������
1�����������������������ְ���Ȼ�����塣�������������������������������������������Ŀ��ٷ�չ�����Ͻ����ɫ�������ϡ��������Ϻ�̼��ά�ȷǽ������������������ۺϾ�������
2��Ϊ���������������ķ�չ���������ڲ�������ӹ�����������ǿ�ȡ��߳����Ժ�Ϳ��������չ�������ڲ��Ͼ����м���վ��������λ��
3���������ְ��������У�IF�֡���ǿIF�������������Ͻ�����һ���ȶ��ķݶ��ǿ��DP˫����г��ɳ��ռ�ϴ�ǿ�Ƚ���1200MPa����չ��TRIP�ֵķ�չ��ص����⡢�ӹ����ѺߺϽ�ɱ���ԭ���ܵ����ƣ��ȳ��������øּ��㲿����������ٷ�չ�Ρ�
4������ƴ����TWB�����ȳ��Σ�HPF����Һѹ���Σ�Hydroforming����ѹ���Σ�TRB�����������Ƚ���ӹ����������չ�������������ȡ�����γ�������������ϣ���������������չ�ı�Ҫ֧�ţ�Ҳ�ƶ��˸������ϵķ�չ��
5�����Ƚ���ӹ�������չΪ�������������㲿����ӹ���ҵ����ó־ö��Ȳ���չ��